Springback Phenomenon In Sheet Metal Forming
Press Brake Bending A Deep Dive Into Springback
Spring Back Sheetmetal Me
Mitigating The Springback Effect In Sheet Metal Forming
R D Update Springback In Stamping Part I

Springback Calculator Beta Can Predicts The Amount Of Springback
Https Www Mdpi Com 2673 3161 1 2 7 Pdf

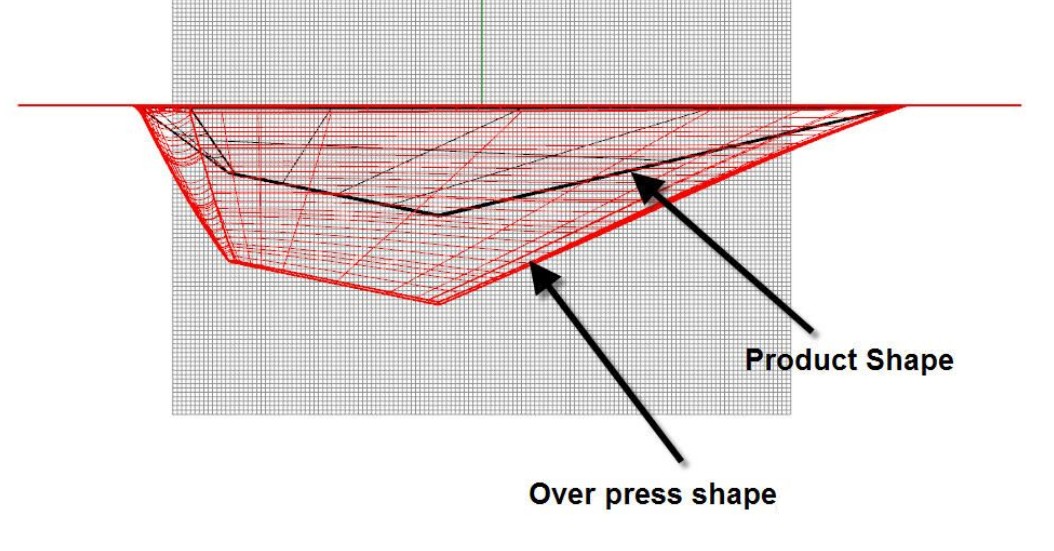
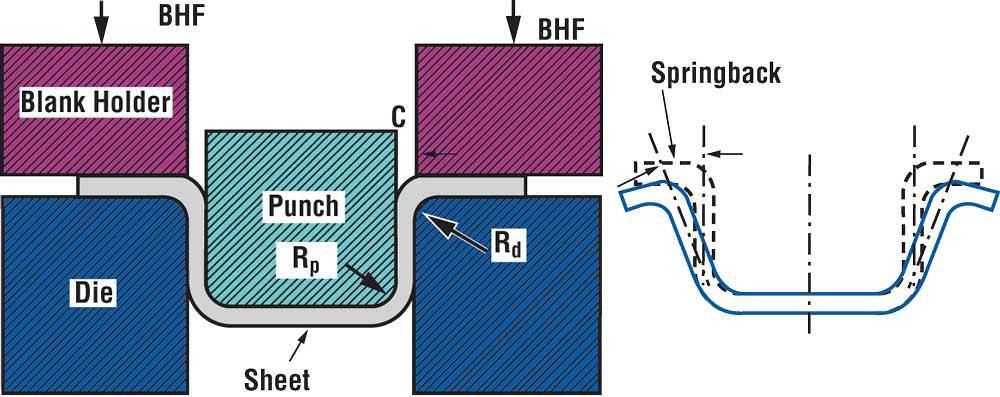
This sheet metal forming device and process reduces or eliminates springback.
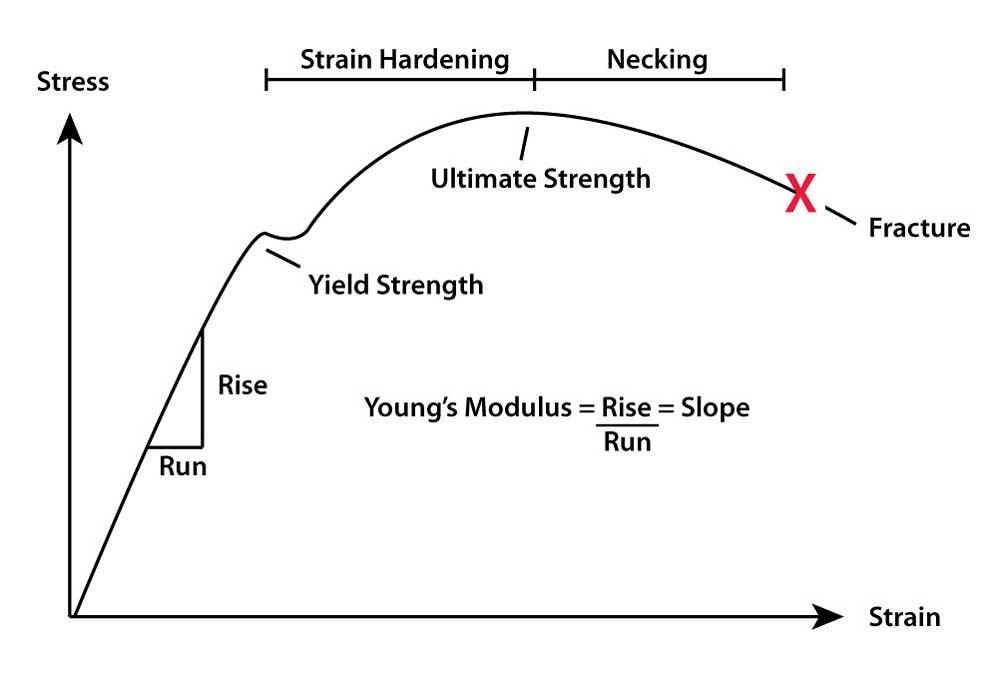
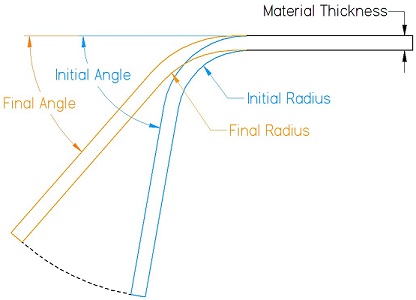
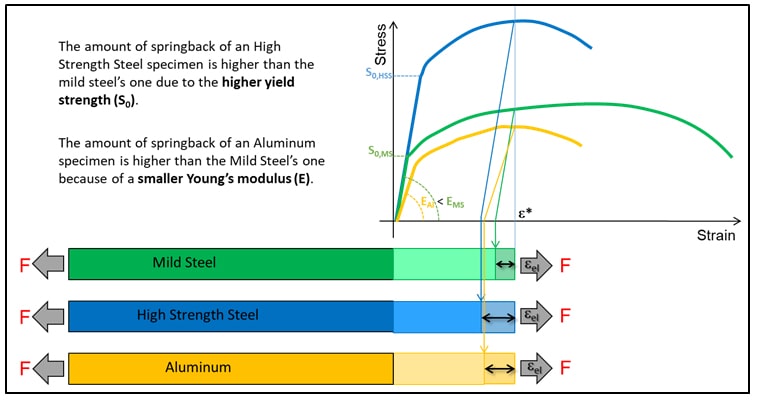
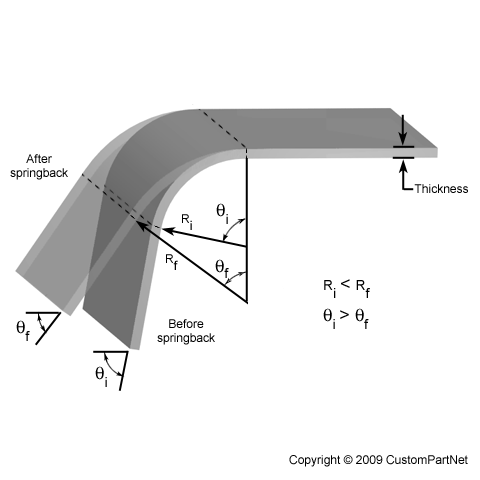
Springback phenomenon in sheet metal forming.
Influences Of The Binder Force On Springback Results Formingworld
Https Www Journalofbabylon Com Index Php Jubes Article Download 1434 1156

Springback Phenomenon Of U Section Sheet Metal A And H Section Sheet Download Scientific Diagram
Pdf Factors Of Influence On The Springback Of Formed Metal Sheets
What Is Springback Compensation
Pdf Effect Of Punch Radius And Sheet Thickness On Spring Back In V Die Bending
How Calculate Mitigating Springback Effect In Sheet Metal Stampingsimulation
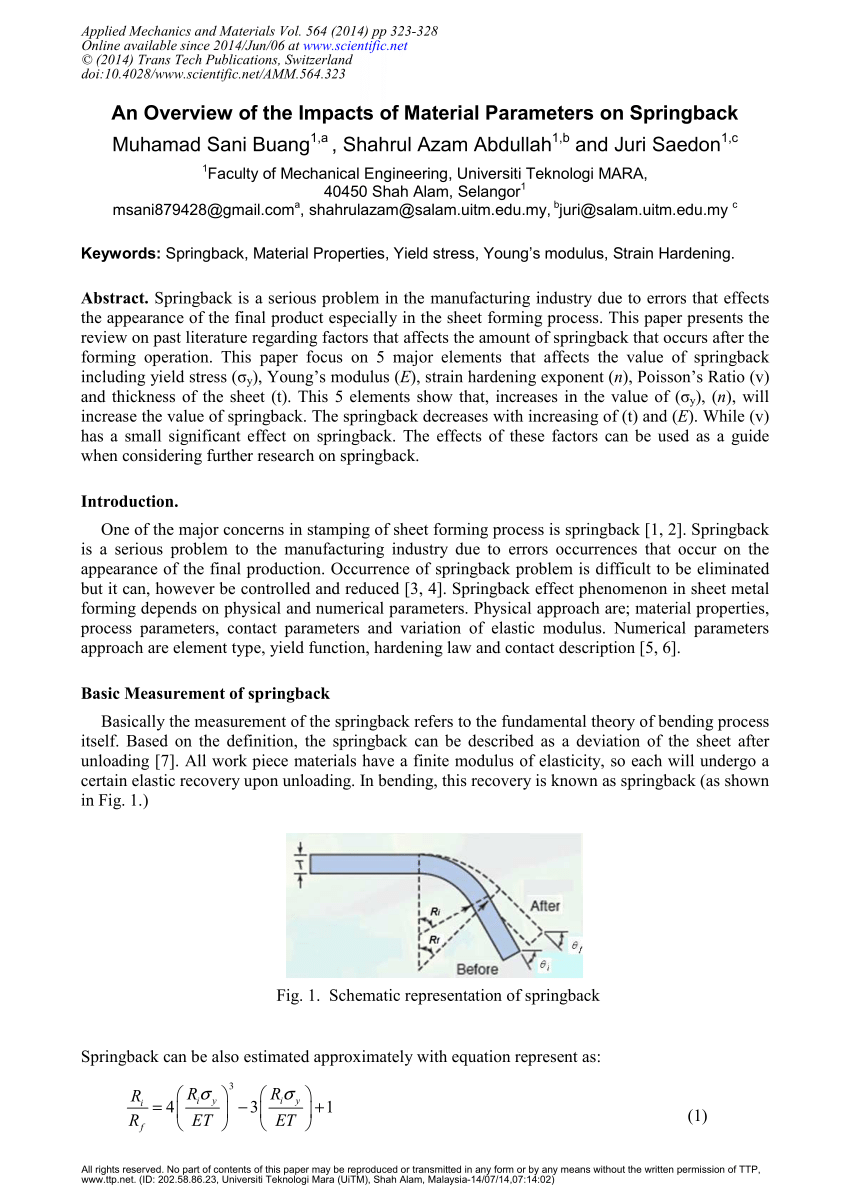
Pdf An Overview Of The Impacts Of Material Parameters On Springback

Effect Of Punch Profile Radius And Localised Compression On Springback In V Bending Of High Strength Steel And Its Fea Simulation Semantic Scholar

Pdf Effect Of Computational Parameters On Springback Prediction By Numerical Simulation
Materials Free Full Text Improving Prediction Of Springback In Sheet Metal Forming Using Multilayer Perceptron Based Genetic Algorithm Html
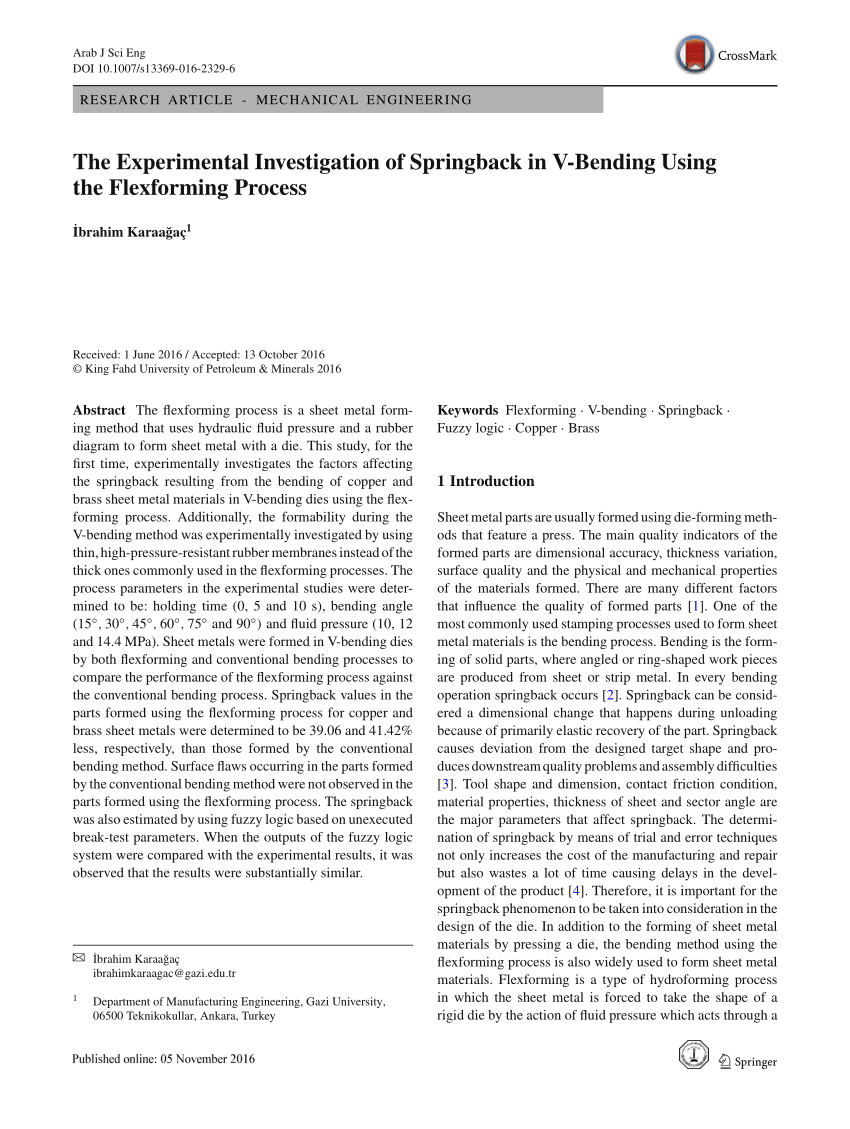
Pdf The Experimental Investigation Of Springback In V Bending Using The Flexforming Process
Https Www Graphyonline Com Archives Archivedownload Php Pid Ijmse 121
Sheet Metal Forming

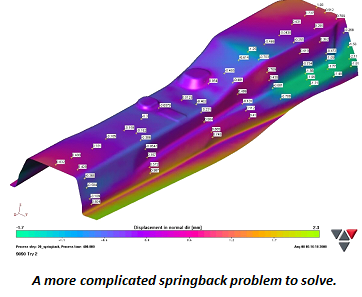
Why My Abaqus Model For Springback Is Like This Image Attached
Pdf Analytical Prediction Of Springback Based On Residual Differential Strain During Sheet Metal Bending

Pdf Springback Compensation Of Sheet Metal Bending Process Based On Doe Ann

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau

Pdf Compensation Of Springback In Large Sheet Metal Forming
Https Www Mdpi Com 2075 4701 7 9 380 Pdf
Pdf New Method For Springback Compensation For The Stamping Of Sheet Metal Components

Thinning And Spring Back Prediction Of Sheet Metal In The Deep Drawing Process Sciencedirect

Pdf Springback Analysis Of Sheet Metal Laminates After U Bending
Source : pinterest.com
