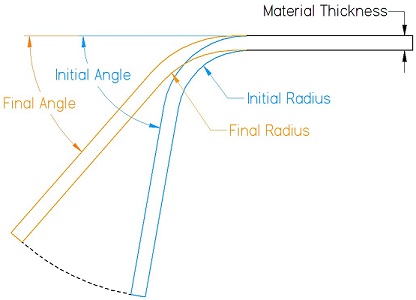
Spring Back Effect In Sheet Metal
Spring Back Sheetmetal Me

I Pinimg Com 564x 48 86 Ba 4886ba8dafddb40672d0
Springback In Sheet Metal Forming

Springback Sheet Metal Metal Forming Welding Projects

Irjet Modelling And Analysis Of Springback Effect On Rotavator Blade Using Deform 3d Analysis Finite Element Analysis Finite Element

This Cincinnati Webinar Is On The Fundamentals Of Bending Metal With Press Brakes Part 1 Of 2 Metal Fabricators And Product D Press Brake Metal Metal Working

The springback value will directly affect the geometric precision of the workpiece which is also a forming defect that is difficult to overcome in the technique.
Spring back effect in sheet metal.

Webinar Fundamentals Of Bending Metal With Press Brakes Part 1 Press Brake Metal Metal Working
Https Www Mdpi Com 2673 3161 1 2 7 Pdf
Http Pib Sagepub Com Content 223 7 841 Full Pdf Html
Http Li Mit Edu Stuff Rhw Upload 49 Pdf


Irjet Modelling And Analysis Of Springback Effect On Rotavator Blade Using Deform 3d Analysis Finite Element Analysis Finite Element

Spring Back Compensation Wikipedia

Irongate Roofing Sheet Metal On Instagram Spring Time Is In Full Effect With Another Irongate Metal Roof Houses Gable Roof Design Residential Metal Roofing

Celebrate Save Video In 2020 House Cleaning Tips House Designs Exterior Home Maintenance

Vintage Marquee Sign Letter Capital N Large Green Etsy Vintage Marquee Vintage Marquee Sign Marquee Sign Letters

Wire Mesh Bending Machine Wire Mesh Press Brake Tooling Mesh

91630000 Radius Mini Bender Metal Bending Tools Sheet Metal Fabrication Metal Bending

K Factor Sheetmetal Me

Tutorial 5 Ansys Workbench Static Structural Finite Element Analysis Of Finite Element Analysis Tutorial Metal Stamping

Blots Aquarelle Change Up Your Decor For Spring Designart Blots Aquarelle Art Abstract Metal Wall Art Mt6162 36x28 3 Panels 36x28 B Abstract Metal Wall Art Large Metal Wall Art Metal Wall Art

Studio Time Capsule S T C Aluminum Fabrication Toyota 2000gt Toyota Aluminum Fabrication

Rivet Dictionary Definition Rivet Defined Metal Texture Sheet Metal Rivets

Metalsmithing Manual How To Make A Vessel Out Of Metal Sinking And Raising A Bowl Tech Tutorial Pdf Document Free Metal Sink Sheet Metal Work Copper Bowl
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcstma L Bevhbpa F H4vb51how0nqlosgwjjyoazxvd4kwtdb7 Usqp Cau

Washed Out To Knockout See A Smart Living Room Makeover Smart Living Room Perforated Metal Panel Metal Panels

Pin On Recipes

Your Spring Choices Matter And What They Mean For Manufacturers Spydercnc Feedly Metal Spring Torsion Spring Manufacturing

2019 Hot Selling Customized Cheap Sheet Metal Fence Panels For Garden Buy Metal Fence Fence Panels Metal Fence Pa Sheet Metal Fence Fence Panels Cheap Sheets
Metal Sheet Smoker Metal Sheet Smoker Plans Smoker
Source : pinterest.com
